Angepaßtes Messsystem
ii lieferte eine Messeinheit mit Auswertesystem zur Längenmessung von Sägeabschnitten. Dieses Messsystem wurde auf einen Kundenwunsch hin in eine bestehende Produktionslinie implementiert.
Beschreibung der Aufgabe
Die Anforderungen des Kunden bestanden darin, eine sehr kompakte Mechanik zu konstruieren, um eine Qualitätskontrolle in der vorhandenen Produktionslinie zu ermöglichen.
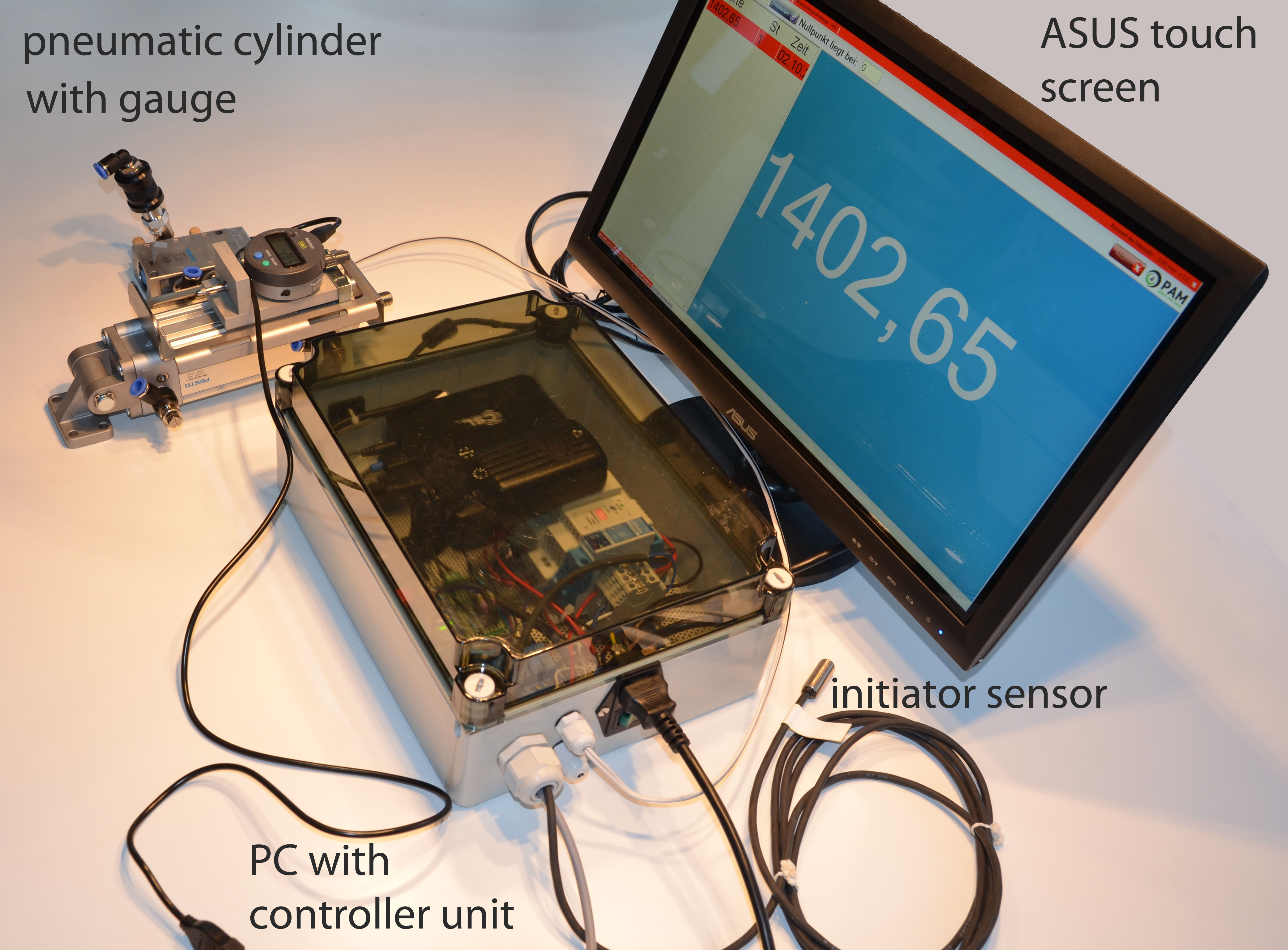
Eine weitere Anforderung des Kunden war, dass er seine geeichten Messuhren der Firma Mitutoyo weiter für seine Qualitätskontrolle benutzten wollte. Dadurch war es notwendig, einen speziell von ii entwickelten SPS Controller einzusetzen. Dieser SPS Controller liest die DIGIMATIC Schnittstelle der Messuhr aus und liefert die Daten an einen PC.
Die Software von ii auf dem Messauswertungs – PC kommuniziert mit dem Controller via Seriell. Die Software visualisiert die Messdaten und zeigt dem Maschinenbediener IO oder NIO eines Bauteiles an. Nach der Fertigung einer Charge, werden die Messdaten einem Auftrag zugeordnet und in einer SQL Datenbank abgelegt. Diese Datenbank ist mit dem Unternehmens ERP von SAP verbunden. Die Messdaten werden beim Erstellen der Lieferscheine mit abgerufen und dem Kunden als Qualitätsprotokoll zur Verfügung gestellt.
Der Kunde nutzt das System zum nachträglichen Messen und protokollieren von Rohrabschnitten, die aus einer REIKA Sägeanlage kommen.
Schematischer Aufbau und Funktionsweise
Das folgende Bild zeigt den schematischen Aufbau und die Funktionsweise.
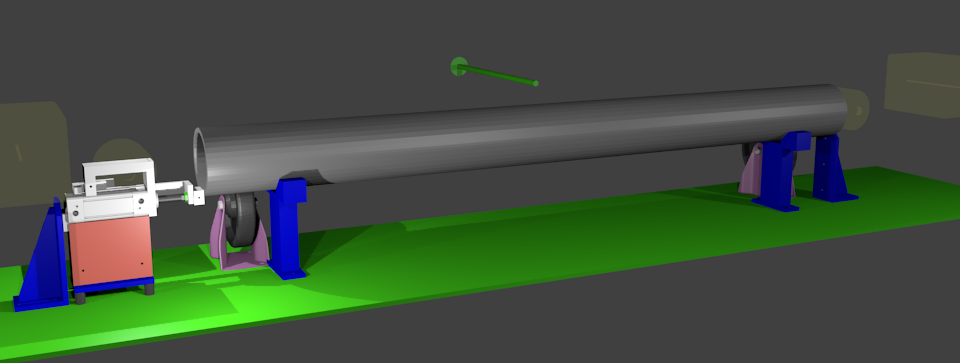
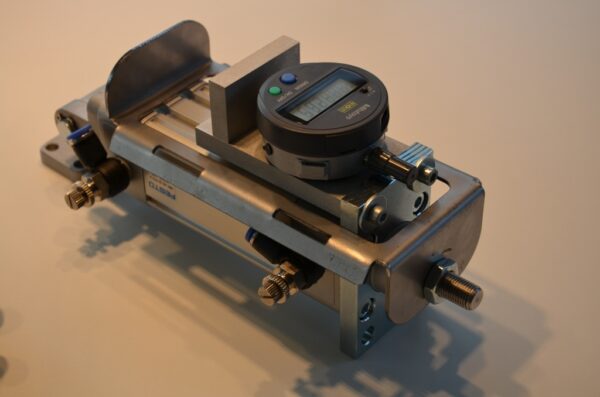
Der Pneumatikzylinder drückt das Rohr gegen einen Festanschlag und die Messuhr ermittelt dann das Gemessene Offset. Durch eine Referenzrohrlänge, die dem System vorher mitgeteilt wurde, wird das Rohr vermessen. Dies geschieht an 3 Punkten um gleichzeitig mit der Rohrlänge auch die Planparallelität ermitteln zu können.
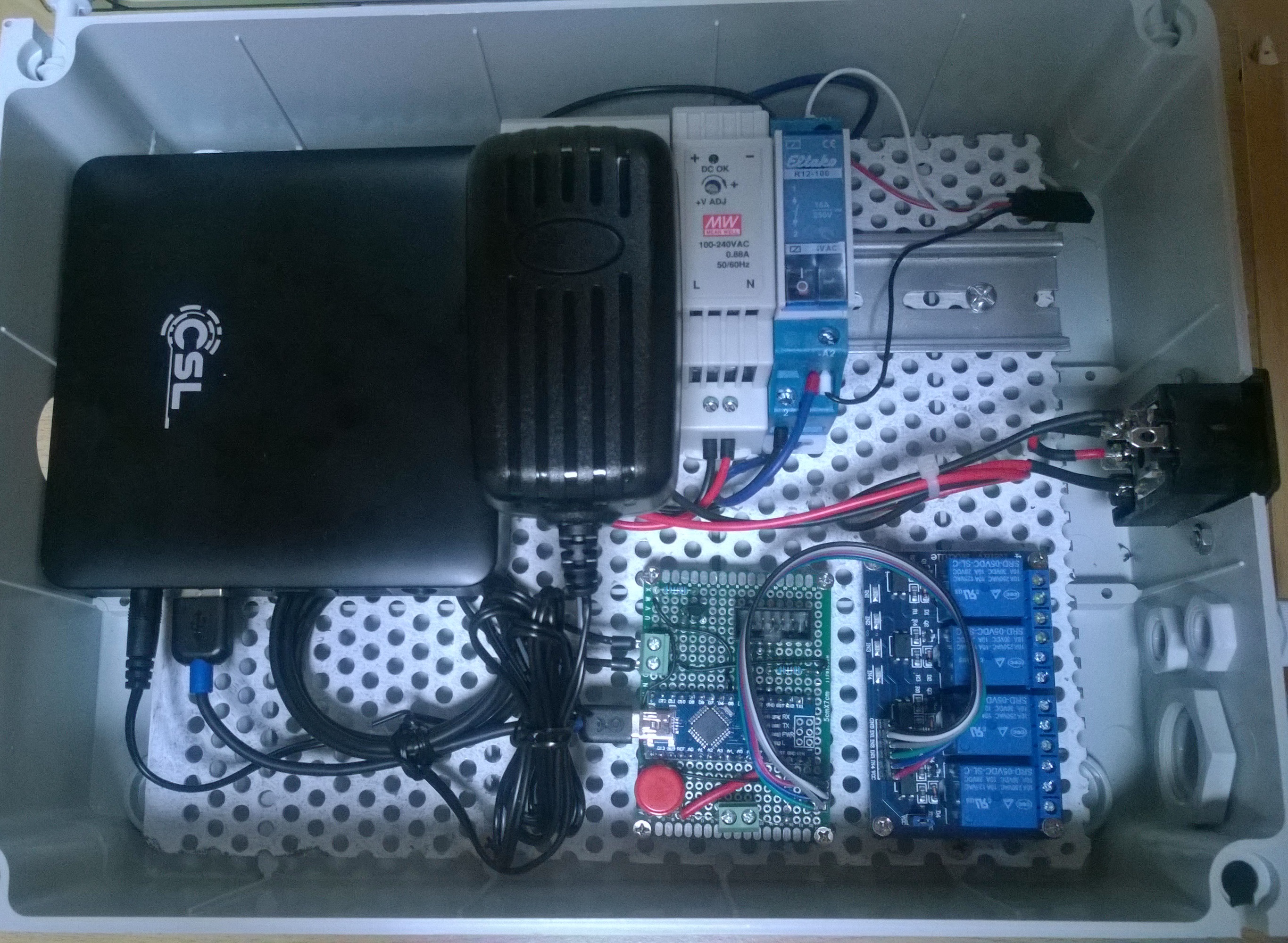
Controller mit PC Steuerung
Nachträgliche Modifikationen von bestehenden Anlagensystemen sind eine Spezialität von intelligent ideas.